系统组成
机器人激光切割系统外部布局和内部布局分别如图4和图5所示。整个系统主要由ABBIRB2600机器人及MTC750转台(图6a)、IPG激光器及水冷设备(图6b)、Precitec激光切割头(图6c)、RIP烟尘净化设备组成(图6d)。
1)IRB2600机器人具有同类产品中最高的定位精度及加速度,可确保高产量及低废品率从而提高生产率。所切割的钣金件安放在MTC750转台上。应用ABB机器人的MultiMove功能,机器人和转台能够协同运动,且能达到很高的运动精度,从而保证工件的激光切割精度。
2)激光发生器及水冷设备选用IPG公司的,型号为YLS-1000,激光最大功率为1000W。激光采用光纤传输,经聚焦后作为切割热源,使工件被照射处的材料迅速熔化,同时用与激光束同轴的高速气流来吹除熔融物质,以形成空洞,随着光束与材料沿一定轨迹作相对运动,从而使孔洞连续形成一定形状的切缝,完成对工件的激光切割。
3)激光切割头选用Precitec公司YRC型切割头,该切割头除了具有用来聚焦激光的聚焦透镜以及相应的光纤插口、水冷和气体连接口外,还具有高度传感器,能够进行防碰撞保护和自动浮动调焦。该功能可以有效地提高激光切割质量。

除此之外,为了防止激光切割过程中所产生的激光辐射和烟尘污染,2600机器人和MTC750转台都放置在工作房内,整个加工过程在工作房内进行,用于观察切割过程和上下料的窗口均采用特制的激光防护玻璃,产生的烟尘在加工过程中利用RIP净化设备及时抽走,从而保证了整个激光切割系统的安全性。
系统特点
1)采用ABB离线编程与仿真技术,显著缩短了整个系统的编程和调试的时间,提高了整体生产效率。大部分机器人编程均可在RobotStudio环境下完成。首先将相关的机器人、转台模型,以及Precitec激光切割头、所加工工件的三维模型导入到RobotStudio中,应用AutoPath功能根据工件形状模型自动生成编程路径,必要时进行路径优化和碰撞检测。然后通过虚拟运行机器人程序,在RobotStudio虚拟三维环境中能够直观的观察机器人的运动路径,以便进行修改和调整。最后将确定好的机器人程序下载至实际的机器人控制器中,进行少量的实际调试即可完成整个系统的机器人编程。实际生产中应用该技术,无论是投产还是换线,机器人编程均可提前准备就绪,大大降低了在生产现场调试和停机中断生产的时间,提高了生产效率,扩大了机器人系统投资回报。
2)采用ABB机器人TrueMove和QuickMove技术,最大程度地保证了机器人的运动精度和速度。同时利用AdvancedShapeTuning对2600机器人6个轴的摩擦力进行补偿,提高了机器人自身运动精度,最大程度地降低了机器人运动误差对激光切割质量的不良影响。
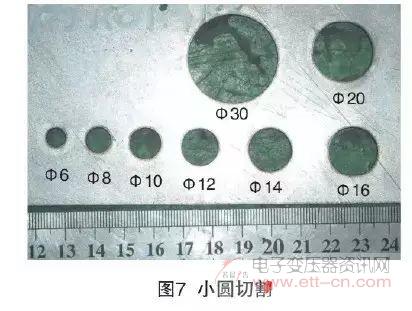
3)高质量的激光切割效果除了要求机器人自身应具有很高的运动轨迹精度外,良好的切割工艺也是必备因素。切割工艺涉及到切割速度和加速度、激光功率、焦点位置、吹气量等多种因素的综合调节。图7为工艺调整后切割出的小圆,直径分别为Φ6,Φ8,Φ10,Φ12,Φ14,Φ16,Φ20,Φ30,可以看出切割后的小圆热变形很小,边缘光洁,无明显缺陷。经测量,小圆的轨迹误差约为0.1~0.25mm,说明基于ABB机器人的激光切割系统具有很高的运动精度和切割精度。
(敬请关注微信号:dzbyqzx)