上海贝尔阿尔卡特股份有限公司 肖圣瀚
摘要:为了简化设备结构或增加产出,目前绝大多数波峰焊设备开始使用半封闭式氮气保护焊接系统,例如在焊接区域上方使用氮气保护罩,或者是装有风帘的半封闭式的氮气通道。但是,在这种半封闭式的系统中,为了得到更低的氧含量就需要更高的氮气浓度,或者说要面对更大的氮气消耗量。对于电子装配类公司来说,降低成本是非常重要的一环,而较高的氮气浓度和较大的氮气消耗量意味着更高的成本。因此,如何平衡氮气成本和质量之间的关系就成为一个需要工程师们来解决的课题;这也意味着在解决该问题时,工程师们需要在找到一个可以接受的氧含量水平(也就是在这个氧含量的水平下氮气消耗量是可以接受的)的同时不影响到焊接质量。
由于欧盟的RoHS和WEEE指令的出台,越来越多的企业纷纷转向无铅工艺,氮气作为保护性气体在无铅波峰焊中对于改进可焊性和润湿性有很大的帮助,因此在目前的无铅波峰焊设备中普遍使用氮气保护。
但是,对于某些产品,如通信类基础设备产品,可以对焊接部分进行有铅豁免,因此在这些产品的制造过程中氮气的使用要求可能没有那么严格,这对于电子装配类企业来说可以获得更低的成本。
在实际应用中,如何做到在使用较少的氮气情况下可以获得较理想的焊接质量,这是工艺人员面对的一个挑战。我们通过实验对此进行了研究。
实验设计
在波峰焊中,以下参数对焊接效果有着非常大的影响:
1. 助焊剂,助焊剂的喷涂方式;
2. 预热;
3. 波峰接触时间。
由于本实验将专注于研究氮气对焊接效果的影响,这些问题虽然不在此次研究的考虑范围内,但是它们的变化会对最终的焊接结果产生非产大的影响。所以在本实验中以上参数的设置必须固定。
测试板
在此次研究中使用的测试板是8层板,厚度为1.6mm,尺寸是252.73mm×220.98mm,标准FR4材料,表面涂层是锡铅HASL。
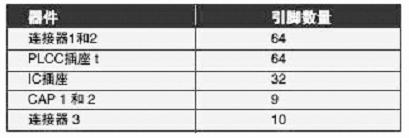
为了得到更加真实的数据,所选用的PCB在不同的位置都有通孔元器件分布,见图1。通孔的孔径为0.95±0.05mm,每块板子共有572个引脚需要焊接。表1中列出了这些器件的一些详细信息。
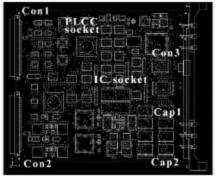
图1:器件在测试板上的分布
表1:器件的引脚数
波峰焊设备和工艺参数
助焊剂对焊接效果有着非常重要的影响,相对于无铅焊接,锡铅焊接在湿润性方面有较好的效果,所以在助焊剂选用时可以降低对活性的要求。
实验使用的波峰焊炉拥有三段预热区,分别是: