
结果和讨论
和基准线比较,可以看到在氧含量越高的水平下故障数量越多。从观察到的数量来看7组实验的缺陷结果可以分成4层:
1000PPM及以下的是一个层次;2000PPM的结果是第2个层次;5000和8000PPM的结果是第3个层次;10000PPM的结果是第4个层次。
为了验证这些层次间的差异在统计上是否显著,可以使用双样本比例检验方法来进行检测,结果如下:第3层和 第4层之间以及第2层和第3层之间的差异是明显的,但是第 1层和第2层之间的差异并不明显。
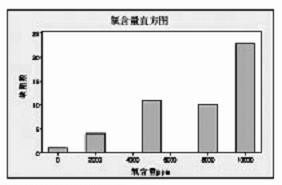
图9:缺陷水平

图10:缺陷和PPM的线性拟合
从图9中可以看到缺陷数和氧含量可能存在线性关系,所以可以用一次线性回归来验证一下和线性模型的拟合情况。图10中可以看到拟合度的决定系数R2并不高(<90%),主要8000PPM下的点有异常。所以我们不能说这个线性模 型将成立。
同样,再将氧含量和氮气消耗值来验证一下是否满足线性模型。从图11中可以看到线性模型拟合的比较好,决定系数R2为97%比较高,所以可以说氮气消耗量和氧含量有近似的线性关系。

图11:氮气消耗量和PMM的线性拟合
最后可以看到,绝大多数故障都集中在连接器1和2这两个器件上。相对于进板方向来说,这两个器件正好位于板子的后端,但是由于没有做进板方向的比较试验,所以也无法得出进板方向是否对焊接效果有影响的结论。
结论
本文首先讨论了氧含量和焊接质量的关系。在实验中可以看到,氮气对锡铅焊接质量是有帮助的。并且2000PPM这一层次的焊接结果和5000PPM这一层次是有明显差异。所以,为了能获得较好的焊接质量氧含量可以保持在5000PPM以下,因此5000PPM是一个关键点。又由于氧含量和氮气消耗量由近似的线性关系,所以在氮气消耗量方面不存在关键点。
最后,通过质量关系可以知道将氧含量保持在2000~5000PPM可以在质量和氮气消耗量之间找到一个平衡点。由于此次实验采用的是锡铅焊接,对于无铅焊接可以作进一步研究,并且由于实验设备的限制,只在一种半封闭的设备上进行了研究。今后,可在其它半封闭结构的波峰焊设备上做进一步的研究。