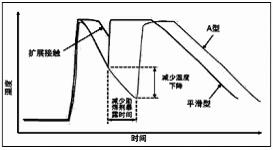
图4:焊点温度曲线
DOE试验方法用来比较扩展型双波峰焊系统和λ型双波峰焊系统的差别。实验中将记录QFP、通孔器件和接地插座的通孔填充不足、桥连和焊锡过量等缺陷。测试板厚为0.093”(93mil),内层为2oz.Cu.,镀层为OSP,在测试过程中使用的是同一种助焊剂和同一种无铅合金(SAC305)。
初始的印刷测试已经完成,用来记录实验中将要使用的助焊剂的低端沉积率。测试在空气和隧道式氮气保护两种环境中进行,导轨的速度设定为在λ型(平滑型)双波峰焊系统上两个波峰的接触时间为3秒和6秒。测试板如图5所示。
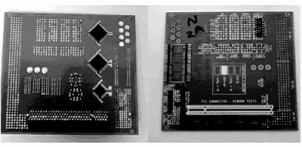
图5:测试板
统计分析了测试结果的数据后可以看到,扩展型双波峰焊系统在空气和氮气环境中的焊接效果都要好于λ型(平滑型)双波峰焊系统。图6和图7为实验的大体结果。
与图形相对应的DOE分组如下:
1. 扩展型双波峰焊在空气中
2. 平滑型双波峰焊在空气中
3. 平滑型双波峰焊在氮气中
4. 扩展型双波峰焊在氮气中
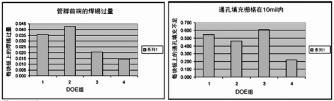
图6:试验结果
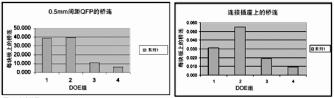
图7:实验结果
接触时间与铜流失之间的关系
由于增加了接触时间, 可能会对焊盘和金属化孔(PTH)中的铜产生更强的分解,因为焊锡有分解和腐蚀效应,尤其是在锡含量较高的无铅焊料中。
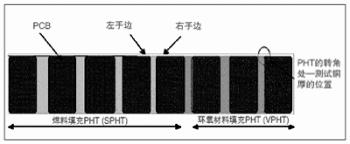
下面再用一个DOE 试验来分析这种效应。在这个DOE试验中有4个因子:合金材料、导轨速度、波分形式和电路板供应商。将电路板供应商设为一个变量是为了减少数据的不准确,除非你只有一家供应商提供你一个代码的一种电路板。使用两家供应商和两种电路板可以确认试验的结果是不是可以用在其他各种各样的电路板上。响应量是焊锡填充后的PTH的铜厚度。将比较环氧材料填充的通孔铜厚和焊锡填充的通孔铜厚。合金为SAC305和Sn-Cu-Ni两种无铅焊料。导轨速度为1.5、3.0、4.5英尺/分钟三种,两家电路板供应商负责提供测试板,总共需要运行36次。图8表示的是用来测试焊接前/后铜厚变化的方法。