面对目前不断上升的无铅焊锡的价格,如果不是必须的话,就不要使用扰流波。图2显示了基本的波峰形式。每一种喷嘴配置在特定的导轨速度下都有不同的接触时间。通常A型喷嘴的单波峰系统接触时间最短,双波峰扩展接触系统时间最长。表1给出了各种不同的常规喷嘴配置的接触时间。
表1:接触时间

配合各种各样的喷嘴设置,我们可以选择在大气环境下焊接,或者选择充氮的惰性气体环境。同样地,存在有各种各样的小装置或小器具用来提供所谓“最好”的惰性气体保护的焊接环境,但是这些保护装置归根结底分为两类,一是焊接界面层式,二是隧道式。
隧道式系统在波峰焊接区域提供一个包围式的外壳,这样可以完全的将锡缸和产品进行惰性气体保护。早期的隧道式系统将整个工艺过程(包括预热区域)都用惰性气体进行保护,经验告诉我们,这样会导致额外的氮气消耗和设备保养工作。随着时间的推移,人们更倾向于选择仅仅在锡缸焊接区域进行惰性气体保护的隧道结构。
焊接界面层式系统仅仅用惰性气体保护电路板的底面,它利用电路板自身来提供一个惰性气体保护环境。隧道式的系统可以产生非常少的残留物,可以产生非常光泽的顶面爬锡,但是在设备维护、氮气消耗方面需要花费更多的资金来运作;而焊接界面层式系统比隧道式系统会多产生一些残留物,但是在设备成本方面要更低,并且仅仅用氮气保护真正发生焊接的区域。
喷嘴的选择
在众多的选择中,哪一种喷嘴是最适合于无铅波峰焊应用的呢?非常不幸,目前没有一种系统可以满足所有的需求!每一位生产者都必须先评估其某一条装配线上生产的产品类型,再选择一种可以满足要求的系统。A型波峰的特点是接触时间短,也许对于简单的、比较薄的电路板进行无铅焊接就已经足够了,但是对于比较复杂或比较厚的电路板来说就会遇到问题。扩展接触式波峰焊接系统也许对于无铅焊接大的服务器电路板是有益的,但是对于较薄的消费类的产品可能会导致分层。
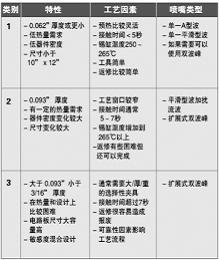
因此,强烈建议在选择任何设备配置之前先进行良好的电路板前期设计以及和设备供应商一起进行工艺研发。表2将电路板的复杂度进行了基本的分类,它可以作为选择喷嘴的经验法则。
表2:电路板的复杂度
多层板的通孔填充
在开发出扩展接触式双波峰焊系统之前,工艺工程师只能通过减慢导轨速度来增加接触时间,以获得更高的合格率。但非常不幸,这导致了产出率的下降和增加了产品的热损耗;伴随而来的还有一个问题,就是对于A型和λ型(平滑型)波喷嘴系统,较慢的速度会增加最后一个预热区与第一个波峰之间的温度损失。同样,在双波峰焊系统中,两个波峰之间也会有这种温度损失。
解决的办法,就是在提供更长接触时间的同时,能够在电路板通过两个 波峰之间的过程中将温度损失降到最低。通过增加第一个扰流波的宽度以及将扰流波与平滑波之间的间距最小化的方法可以解决这个问题。因为增加扰流波部分的宽度相比于同样宽度的平滑波来说可以提供更多的热量转移,而此波峰流动的紊乱和活跃性也可以提供更多的传导性热量转移。这些改进对于达到较高的合格和产出率都非常有益。图4展示的是A型,λ型(平滑型)和扩展型双波峰焊系统的温度曲线图。