Balver Zinn公司 供稿
不管是垂直还是水平工艺,也不管使用哪种品牌的设备,热风整平(HASL)工艺面对的主要挑战都是一样的——即在工艺过程中,随着铜成分的增加,必须提高锡槽的温度。因此,需要经济地解决“铜的问题”,以及通过捕获和去掉铜来优化HASL工艺。
无铅HASL工艺中最大的麻烦,是设备使用过程中锡槽的沉铜堵塞问题。在为HASL工艺提供支持期间,Berger一直处理Cemco、Pentagal、Laif和Lantronic等公司的生产设备。他发现,在所有车间中,问题都是一样的。随着铜成分的增加,焊料的熔化温度会提高,进而工艺温度也会相应地提高。Berger的建议是铜成分的目标水平应该在0.9%左右。
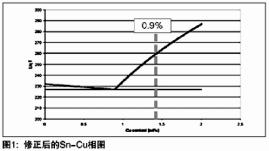
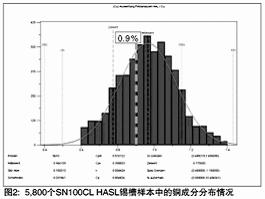
最近的学术研究报告也支持Berger所提出的建议,对锡铜合金焊料来说,0.9%比传统上认为的0.7%更接近实际(见图1)。他认为,在Balver Zinn近年来对客户HASL 锡槽进行的5,600次分析中,铜成分的高斯曲线峰值只是略高于这一水平,与此表现得出奇地一致(见图2)。
控制锡槽中铜成分的方法
HASL工艺的典型工作温度范围约为265~275℃,根据Berger的经验,这个温度范围可以用于几乎所有实际生产的层压板。在这个温度下,即使是CEM1,也没有分层劣化的问题。但是,要求的工艺温度的确随着锡槽中铜成分的升高而提高。例如,对于锡铜镍合金(SN100CL),如果铜成分比最优值1.2%高出0.3%,那么焊接温度必须提高到285℃。如果锡槽中铜含量达到了这种水平,可以通过以下两种方式之一使其降到0.9%左右:
选择1:加入不含铜的焊料合金,降低锡槽中铜的含量。
选择2:使用所谓的“冻干”方法。在锡铅共晶焊料(63%锡/37%铅) 温度降至大约190°C时(约比183°C熔点温度高7°C),熔解中的锡铜金属间化合物(Cu6Sn5)会“冻干”。在高密度含铅焊料中,这种金属间化合物一般会漂浮在熔融焊料的表面,可以使用漏勺撇出。
无铅工艺下的除铜
对无铅焊接,情况略有不同,但仍可使用这种“冻干” 方法。由于无铅焊料的密度约比锡铅共熔焊料低10%,因此,锡铜金属间化合物不是漂浮在表面而会沉到锡槽底部。然而,通过使用专门设计的漏勺,也可以从锡槽底部捞出金属间化合物;但是,这时靠的是感觉而不是视觉。
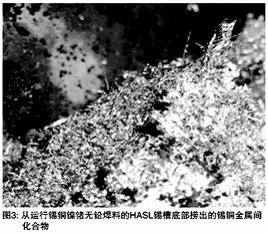
Berger把这种方法称为“清除井里的沙子”。为了对锡铜镍合金(SN100CL)除铜,他建议把温度降低到大约235°C(约比熔点温度高8°C),允许锡槽停工至少两个小时,最好是一整夜。这时,大部分合金仍处于熔化状态,可以使用适当设计的工具,从锡槽的底部捞出沉淀的金属间化合物(见图3)。这个过程一直持续到再不能捞出任何沉淀的金属间化合物为止。