
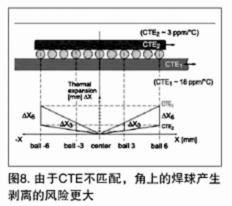
图8显示,从元件的中心向外,越靠近元件的四个角,相对运动的“距离”越长,而中心位置的焊球的相对运动距离为“0”。从中心点向外,每个焊球的相对运动距离不同,相对运动的增量也不同,例如,焊球6比焊球3的X方向热膨胀时的相对运动增量要大(△×6 > △×3)。在冷却期间,材料会收缩,由于焊点已凝固,使PCB和元件之间的相对运动受到阻止,假设所有材料在室温环境下处于原始位置,残余的剪切应力会留在焊点内部,在元件角上的剪切应力足够大时就产生了微裂纹。根据这一基本结论,PCB设计工程师要选择合适的材料来考虑CTE的匹配问题。
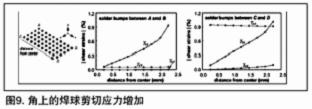
在托西奥等教授的论文“ F l i pChip元件焊点附近剥离界面的三维分析”中,着重说明了封装角部的焊球增加的剪切应力最大。图9显示,从封装中心到边缘剪切力的增加,且靠近角顶部方向的剪切应力最大。
在“高密度封装无铅焊点的失效分析”论文中关于面阵列封装角部焊球剪切应力增加这一问题的分析,尤其在无铅焊工艺中得到了证实。因为无铅回流焊温度更高,封装严重弯曲,由于封装(硅芯片,模压混合物及BT树脂基板)和PCB以及局部地方热膨胀不匹配,造成靠近角上位置的焊点失效。
无铅怎样增加焊点缺陷的风险
上述讨论过的关于FC及CSP焊点的基本问题在无铅焊工艺中更加明显,无铅焊工艺有三个基本因素:
1. 无铅焊工艺温度更高。
2. 与锡铅焊点相比较无铅焊点的凝固温度更接近回流焊的峰值温度。
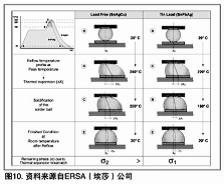
3. 在更高的温度时CTE不匹配的影响更大。更详细的说明见图10。
两种工艺的起始状态为相同的室温环境20℃(A),无铅回流焊的峰值温为240℃(D),高于锡铅回流焊的峰值温度220℃(C),所以无铅焊时相对运动热膨胀量为(△×3)比锡铅焊时相对运动的热膨胀量(△×2)大。无铅焊在温度下降至220℃焊球凝固,相对运动量回到(△×2)的位置(C),而锡铅焊球在温度下降到180℃才凝固,相对运动量回到(△×1)的位置,显然无铅焊的(△×2)大于锡铅焊时的(△×1)。在焊点凝固后温度继续下降到起始的室温20℃时(E),这时无铅焊的温度下降200℃,而锡铅焊的温度才下降160℃,所以在无铅焊工艺中焊点中的残余应力(б2)要大于锡铅焊工艺中焊点中的残余应力(б1)。这就说明了为什么无铅焊工艺中产生焊点缺陷的风险更大,甚至在第一个回流循环中较大的残余应力(б2)产生较大的剪切应力使焊球剥离,正确的检查技术必须在现场失效前发现并纠正这种缺陷。
在Amkor公司海曼的文章“面阵列封装元件无铅焊点的可靠性”中,作者明确地强调在无铅焊工艺中焊球顶部的剥离问题。上述报告中的分析是采用染色法和横切面技术,在所有的报告中无铅及有铅焊点的剥离都出现在焊球靠元件的封装一侧,见图11。