
图4:Slug-BGA焊接后的焊点发展尺寸
个切片图,我们可以看到越靠边缘处的焊点高度越小,越靠散热凸台的焊点高度越大,在系列试验中的最大高度差达到焊点平均高度的三分之一。
对策
为了消除Slug-BGA存在的焊点断裂现象,必须注意两点:
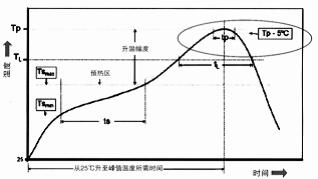
图5:减少热变形的关键控制参数TP
一是焊接温度必须足够,达到二次塌落的最低温度要求;二是焊接的时间必须足够,准确地说,就是比峰值温度小5℃以上的回流焊接时间必须足够,如图5所示。厂家推荐TP为10-20s。
一般工艺条件下,只要按照厂家推荐的工艺条件即能 实现良好的焊接。但这里要提醒的是,必须严格实施完全的锡铅焊接或无铅焊接工艺。如采用的是无铅BGA,焊接又采用的是锡铅焊膏,要特别地注意!决不能以锡铅焊膏的工艺条件进行焊接,必须适当提高焊接的温度、延长焊接的时间,以满足二次塌落和变形恢复的条件。这是正确进行Slug-BGA焊接的要领,也是所有BGA焊接温度曲线设计的依据。