
这样,干涉条纹便成为润滑膜厚度的等值线图。用这些条纹就能指示入/Zn间隔处的薄膜厚度变化。相邻亮条纹之间的间隔约为13.72微米。
最初使用压缩空气驱动干涉仪,但我们发现这样只能用来记录静态干涉条纹。结果有关薄膜最初形成的大部分信息都未能得到。压缩空气驱动干涉仪的主要缺点是不能充分控制全过程。特别是不容易调整薄板对冲头加载的速率。另外,使用中设备的装卸是不可避免的,装一次就要将分光棱镜和干涉仪中的光学元件再对准一次。
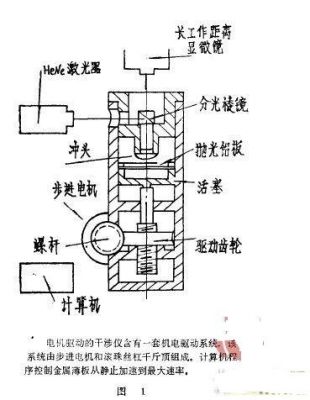
为精确地测量活塞速度并严格地控制整个成型过程,设计了一种电机驱动的干涉仪。它的机电驱动系统由步进电机和滚珠丝杠千斤顶组成。在最大速率达5000步/秒时,转子每步旋转1.8度。计算机程序控制从静止到达到预定最大速率所需的加速度。现已研制成两种电机驱动干涉仪,它们能记录薄膜厚度的动态变化。
第一种方法采用闭路电视和录相带记录系统与显微镜配合,记录要辨认的零级条纹处的图形变化。然后将录相带倒回去,便可仔细观察图形的变化。此时,干涉条纹,特别在靠近图形中心的那些条纹,便忽隐忽现地漂移,这意味着此处的油膜厚度最易变化。
在第二种结构中,用16毫米反射式摄像机记录条纹图。在实际记录前,要先试拍一下,调好摄像机的焦距,在摄像机的观察尾镜中找到最终的干涉条纹图形。同时,试拍中要进行计时,以确定正确的开拍时刻。一卷500英尺的胶片可以使用5次。
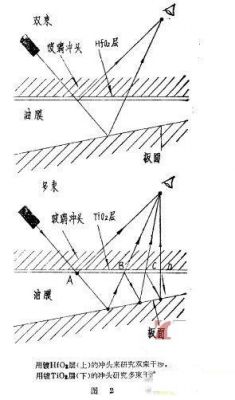
为了产生对比度很高的干涉条纹图,需采用镀TIO2的冲头,这样,就能产生多束干涉条纹、工件润滑剂是TeXaC。石油公司提炼的“Thuban250”,该润滑剂在25℃的环境中,约有7436厘泊的粘度,在He一Ne激光下的折射率为1.5。在各种距离下,薄板相对于冲头的平均加载速度为0.012英寸/秒。
视频技术揭示了润滑延伸成型过程的一些有趣的现象。如润滑剂朝接合中心区的抽吸使边缘区的油膜变薄,结果,板表面粗糙度便明显可见。这充分说明,较厚的润滑膜是最初形成的。油膜厚度和条纹图的一致性有很大的依赖关系。当活塞对冲头逐渐地加压时,干涉条纹很不规则,干涉条纹的同心度出现明显变化,在接合面的中心附近出现了几个局部的最大和最小值。这样一来,要用干涉条纹进行精确测量就不可能了。
当加载速度增加时,在接合处形成了较厚、较均匀的油膜。这时形成的干涉条纹便可用来进行膜厚测量。
为了分析条纹图,根据薄膜结构,我们拍了15张照片,用以表示图形的显著变化。在照片15中(略)我们将第一条宽带定为0级,将内区和外区周围的暗带定为1/2级,把每个区域中与1/2级暗带相邻的亮带定为1级,以此类推。
将照片15中的所有干涉条纹都定以等级号码后,再来看照片14(略)。该照片显示宽带从亮到暗的变化。把暗宽带定为1/2级,并以这个参考带为根据,定出周围条纹的级别。用这种 办法对15张照片中的图形都标定级别。照片1、6的图形(略)显示了加载过程的初期的阶段,油膜厚度使整个波长发生变化,很难获得测量信息。另外,这些初期的油膜厚度变化不均匀。正因为如此,初期获得的油膜厚度数据,可能有几个波长的误差。
油膜厚度变化与沿冲头一薄板接口面的位置之间的关系曲线表明,在0.06秒和0.12秒之间,薄膜厚度是抛物面,中心附近出现最小值。在0.12秒和0.22秒之间,在中心附近薄膜厚度停止减少,并沿接合面暂时保持不变。在0.22秒时,中心附近的薄膜厚度发生明显的增大,中心附近薄膜继续增厚,而在接合面边缘附近逐渐减薄,直到断裂出现为止。
初期干涉图所指示的很可能是润滑膜的弹性效应。而铝材料各向异性的变形,则可能造成初期条纹图的非均匀。从定性研究来看,0.22秒以后的结果与Wilson一Wang的理论非常一致。
