虽说采用的是TIG焊接,但并不是使用焊条的普通焊接方法。而是将绕组线缠到端子上,从上方实施电弧放电,熔化端子上端,形成熔融铜球。然后通过该铜球将绕组线包起并凝固来固定。由于凝固情况不同,与理想的形状相比,容易出现歪倒或溃破现象,很难达到要求(图5)。
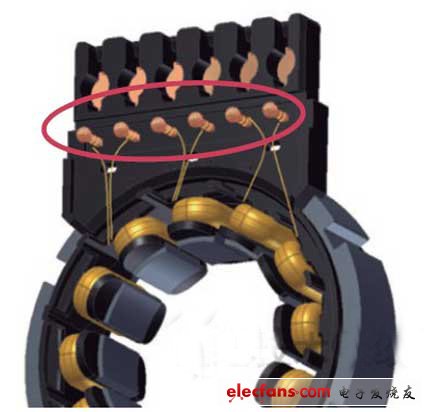
图4:定子的绕组
通过MIG焊接技术将绕组线头固定在端子上。
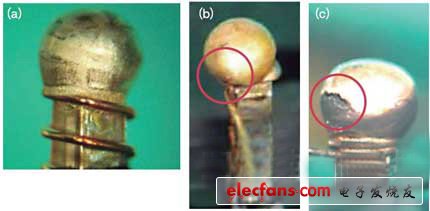
图5:端子的固定
(a)理想的形状、(b)歪倒的示例、(c)溃破的示例。
TIG焊接前需要剥掉绕组线的绝缘膜。美蓓亚开发了在同一工位上进行“剥离绝缘膜”及“实施TIG焊接”这两项工序的技术。具体而言,首先在端子周围流过空气实施电弧放电,进行加热,烧掉绝缘膜。接着通过喷嘴供应保护气体(Ar,氩),从端子上面逼出空气,实施焊接。这种工艺如果是线径只有0.1mm左右的细线时很难达到要求。流过的空气量少的话,就会残留绝缘膜,而过多的话,绕组线及端子的铜又会氧化。
驱动用旋转变压器与EPS用旋转变压器同在泰国邦芭茵(Bang Pa-In)工厂生产,生产设备从绕线机厂商购入,不过在公司内部按照不同线径重新设计了喷嘴,经反复改造后构筑了生产线(图6)。而且,供给绕组线一侧的张力也通过自主试验找到了最佳值。通过这一措施,最终将绕组线的速度提高到了卷线机厂商设定值的两倍。另外,通过无松弛地进行移定的绕线,还提高了角度精度(图7)。顺便提一句,树脂绝缘构件同样在泰国生产,由华富里(Lopburi)工厂制造。
有数十条由7~8台绕线机排列成的生产线。

图6:角度误差的分布
分布于大幅低于标准的地方。卷线乱或松弛时,误差就会变大。
开发及设计由日本浜松工厂负责。得益于EPS用旋转变压器方面的积累,还确立了设计技术。从旋转变压器来看,磁场解析尤为重要,与实验值不充分吻合的话就达不到精度。
在磁场解析中容易造成问题的是漏磁通。旋转变压器是位于马达内的磁传感器,因此马达机身泄漏出来的磁通量会使信号失真。为了将这一影响降低至最小限度,美蓓亚采取了使用磁场解析来设计的方法。这种方法是凭借在EPS马达用途中积累的经验确立的(图8)。
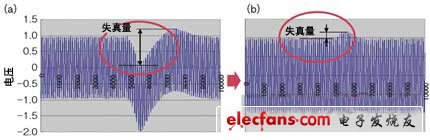
图7:转动旋转变压器时的输出电压
(a)马达机身泄漏出来的漏磁通导致失真。(b)确立了将失真量降至最小的设计方法。